



 MS系列多層增力氣缸
MS系列多層增力氣缸 MSA系列多層增力氣缸
MSA系列多層增力氣缸微特機(jī)械精密氣動壓力機(jī)安裝調(diào)試
應(yīng)微特機(jī)械新老客戶要求將精密氣動壓力機(jī)的安裝調(diào)試步驟發(fā)布在網(wǎng)上,方便客戶查找!微特機(jī)械氣動壓力機(jī)安裝調(diào)試分為機(jī)械部分和系統(tǒng)部分,下面一一為客戶介紹。

氣動壓力機(jī)機(jī)械部分調(diào)試步驟
拆開包裝,檢查機(jī)器是否有損壞,附件和文件是否齊全。如有損壞或者文件遺失,請及時通知生產(chǎn)廠家,采取相應(yīng)措施。如果沒有問題,將機(jī)器就位,隨后接通氣源,壓力機(jī)安裝卡頭或者上模固定板升起。
根據(jù)選擇的氣動壓力機(jī)機(jī)型上模安裝方式的不同,將上模固定在卡頭或者上模固定板的T型槽上,保證一定范圍的接觸面貼合,避免點(diǎn)接觸或者線接觸受力。
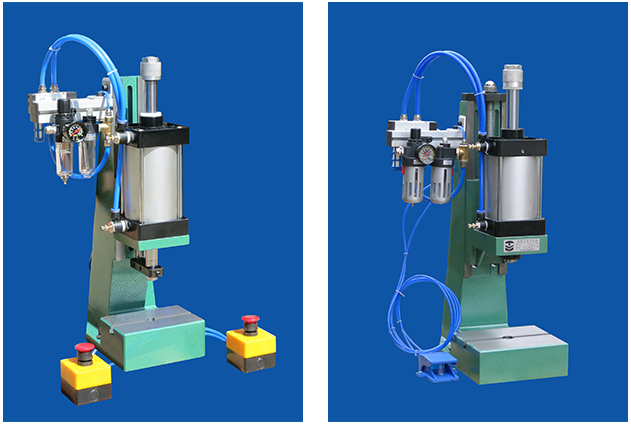
接通氣源,按下兩位五通換向閥上的藍(lán)色按鈕,氣缸伸出,松開按鈕,氣缸返回。參照下邊氣動壓力機(jī)氣動系統(tǒng)調(diào)試步驟,將氣源三聯(lián)體的壓力調(diào)整到0.6-0.7MPa,調(diào)整氣缸上的調(diào)速接頭,讓氣缸運(yùn)行速度平緩。
根據(jù)氣動壓力機(jī)總行程大小和下模高度,確認(rèn)下模和機(jī)器工作臺之間是否需要加墊板或者加長壓頭。在高度合適的時候,將下模放置在機(jī)器工作臺上,按下兩位五通換向閥上的藍(lán)色按鈕,試探著讓上模下行,松開按鈕上模返回。
讓氣動壓力機(jī)上下模對準(zhǔn),并將下模和機(jī)器工作臺的T形槽固定。在試模時,反復(fù)試驗(yàn)機(jī)器的工作位置和行程,直到滿足要求。注意:模具的壓力中心,盡量和壓力機(jī)的氣缸軸線一致。
在位置和行程沒有問題之后,在模具上放上工件,按壓兩位五通換向閥上的藍(lán)色按鈕,檢查零件壓制效果。如氣動壓力機(jī)有問題,重復(fù)前邊調(diào)試過程;如無問題,繼續(xù)進(jìn)行后邊的調(diào)試工作。
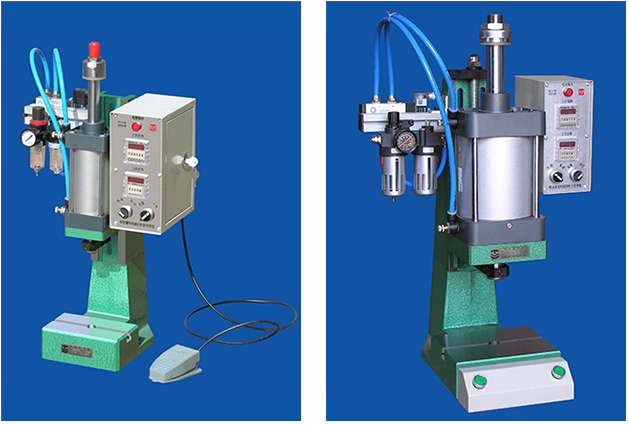
首先將電控系統(tǒng)設(shè)置為手動模式,參照上一章的電氣控制系統(tǒng)參考設(shè)定值,對電控系統(tǒng)進(jìn)行設(shè)定,在確認(rèn)無誤后,氣動壓力機(jī)電控系統(tǒng)開機(jī)。
同時按壓按鈕盒上的兩個綠色啟動按鈕,或者踩下腳踏開關(guān),檢查機(jī)器工作狀態(tài)是否正常及壓制零件質(zhì)量是否合格。如果氣動壓力機(jī)正常,設(shè)備調(diào)試完畢。如果氣動壓力機(jī)不正常,重復(fù)前邊的步驟。
如果需要氣動壓力機(jī)周而復(fù)始自動運(yùn)行,請將電控系統(tǒng)轉(zhuǎn)為自動狀態(tài),并參照上一章的電氣控制系統(tǒng)參考設(shè)定值,對電控系統(tǒng)進(jìn)行設(shè)定,在確認(rèn)無誤后,電控系統(tǒng)開機(jī)。
氣動壓力機(jī)氣動系統(tǒng)調(diào)試步驟
將相應(yīng)管徑的尼龍管一端連接氣源三聯(lián)體左側(cè)的管接頭,另一端接入氣源,給氣動壓力機(jī)供氣,供氣管路不能出現(xiàn)漏氣。
提起氣源三聯(lián)體上的大旋鈕,左右旋轉(zhuǎn),根據(jù)氣動壓力機(jī)壓力表讀數(shù)變化,將輸出壓力調(diào)到0.6-0.7MPa左右,然后按下大旋鈕,氣源壓力調(diào)節(jié)完畢。
在氣動壓力機(jī)試模時,按壓兩位五通換向閥上的藍(lán)色按鈕,氣缸伸出,松開按鈕,氣缸返回;按下后并且轉(zhuǎn)動藍(lán)色按鈕,氣缸可以鎖定伸出狀態(tài)。
氣動壓力機(jī)正常工作時,同時按壓控制系統(tǒng)的兩個綠色啟動按鈕,或者踩踏腳踏開關(guān),氣缸開始下行并加壓,按照電氣控制系統(tǒng)的設(shè)定值,延時結(jié)束,氣缸返回。
分別調(diào)整氣缸上兩個調(diào)速接頭,通過出氣節(jié)流,使氣缸下行和返回的速度平穩(wěn)均勻,然后鎖緊調(diào)速接頭的鎖緊螺母。
相關(guān)文章
標(biāo)題
日期-
煙臺微特機(jī)械精密氣動旋鉚機(jī)開機(jī)調(diào)試說明
2019-05-21 -
煙臺微特機(jī)械氣動壓力機(jī)外形結(jié)構(gòu)、用途及特點(diǎn)
2019-05-20 -
微特機(jī)械鉚接機(jī)的使用范圍
2019-05-16 -
微特機(jī)械無鉚釘連接層板件間的較好選擇
2019-05-16 -
MPT系列連桿式手動壓力機(jī)特性
2019-05-15 -
煙臺微特機(jī)械精密手動壓力機(jī)機(jī)械特性與可選附件
2019-05-15 -
煙臺微特機(jī)械有限公司官網(wǎng)改版上線
2019-05-13
 魯公網(wǎng)安備 37069302000603號
魯公網(wǎng)安備 37069302000603號